
Double disc valve vacuum feeder
The double disc valve vacuum feeder, with a sophisticated combination of double hoppers and double butterfly valves, realizes continuous powder conveying, eliminates dust pollution, avoids moisture in filters, and increases corporate output. It is an ideal choice for material conveying in the food, pharmaceutical, chemical and other industries.
Voltage: 380V, 220V, 110V
Power: 3kw/customizable
Material: stainless steel/carbon steel
Dimensions: 600*600*2296.75 (customizable)
Applicable industries: food and beverage stores, energy and mining, construction projects, food stores, retail stores, printing stores, homes, restaurants, farms, food and beverage factories, manufacturing plants, and machinery repair shops.
What is Double disc valve vacuum feeder?
Double disc valve vacuum feeder adopts advanced double valve alternating technology to achieve fully enclosed continuous conveying of powder and granular materials, completely solving the pain points of low efficiency and high residue of traditional single valve models. The equipment is equipped with 316L stainless steel material and 0.3μm high-efficiency filtration system, which meets the strict standards of GMP, FDA, etc., and is particularly suitable for high-sanitation industries such as pharmaceuticals and food. Its unique double disc valve structure can achieve 8-15 tons/hour of efficient conveying, and supports customized configurations such as explosion-proof, aseptic, and weighing!

What are the advantages of a double disc valve vacuum feeder?
Using double valve alternating technology to achieve uninterrupted operation, the conveying efficiency is increased by 60%; the fully enclosed design ensures zero pollution of materials; energy consumption is reduced by more than 30%; supports PLC intelligent control and customized configuration.

Dust-free and enclosed conveying: fully enclosed design, equipped with high-efficiency filter (filtration accuracy 0.3μm), to ensure zero leakage during material conveying, in line with strict hygiene standards such as GMP and FDA.
Double valves work alternately and continuously: Through the intelligently controlled double disc valve system, seamless connection of "suction-discharge" is achieved, and the conveying efficiency is increased by 40% compared with the single valve model, and the production capacity can reach 10 tons/hour.
Low breakage rate design: Optimized airflow control system, adjustable conveying speed, especially suitable for brittle materials (such as pharmaceutical crystals, catalysts), breakage rate <0.1%.
Intelligent control system: equipped with PLC+touch screen control, supports parameter memory, fault alarm, remote monitoring and other functions, and can be seamlessly connected to the MES system.
How does a double disc valve vacuum feeder work?
When the double disc valve vacuum feeder is running, it first enters the vacuum suction stage, the upper disc valve is opened and the lower disc valve is closed, and the system forms a vacuum to suck the material into the silo; then the material completes gas-solid separation in the silo, and the air is discharged through the filter element; in the unloading stage, the upper disc valve is closed and the lower disc valve is opened, and the material is discharged by gravity; finally, the pulse backwash system automatically cleans the filter element to ensure the filtering effect. The four stages are closely connected to achieve efficient material transportation and continuous and stable operation of the equipment.

Double disc valve vacuum feeder composition structure
The double disc valve vacuum feeder is mainly composed of the following core components, and each component works together to achieve efficient and closed powder conveying.
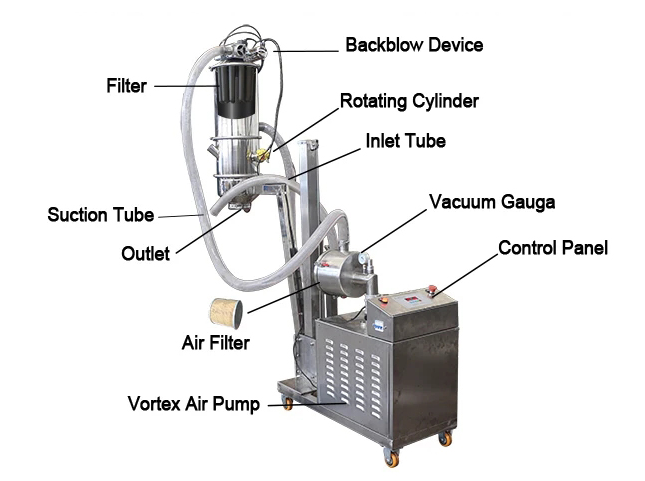
Vacuum power system: The rotary vane vacuum pump or Roots blower can provide a stable vacuum degree of -0.08~-0.095MPa to meet the conveying requirements of different materials. The pneumatic control unit integrates the pressure regulating valve and the solenoid valve group to achieve precise vacuum adjustment.
Double disc valve conveying mechanism: The upper disc valve assembly adopts 304/316L stainless steel valve seat with PTFE sealing ring to ensure sealing and corrosion resistance; the lower disc valve has an innovative oblique mouth design and a self-cleaning function to prevent material residue.
Material handling system: The adjustable Venturi structure suction gun (air intake volume 10-50m³/h) is suitable for materials of different particle sizes, and the conveying pipeline (DN50-DN100) connected by sanitary quick-release clamps is easy to disassemble and clean quickly.
Filtration and purification unit: The main filter uses a PTFE coated filter element (filtration accuracy 0.3μm) to efficiently intercept fine dust; the stainless steel sintered filter is used as a secondary safety filter to double the material purity.
Intelligent control system: The PLC controller supports PID adjustment to achieve precise control of conveying parameters; the 7-inch color HMI touch screen provides an intuitive operation interface.
Double disc valve vacuum feeder model parameters
| Model | Feeding Volume(kg/h) | Air Consumption(L/min) | Pressure of Supplied Air(Mpa) | |
| CB-1 | 350 | 180 | 0.5-0.6 | |
| CB-2 | 700 | 360 | 0.5-0.6 | |
| CB-3 | 1500 | 720 | 0.5-0.6 | |
| CB-4 | 3000 | 1440 | 0.5-0.6 | |
| CB-5 | 6000 | 2880 | 0.5-0.6 | |
| CB-6 | 9000 | 4320 | 0.5-0.6 |
Double disc valve vacuum feeder vs single disc valve vacuum feeder

|
Comparison Dimension |
Double Disc Valve Vacuum Feeder |
Single Disc Valve Vacuum Feeder |
Difference Description |
|
Structural Design |
Upper and lower double discs alternating |
Single feed valve + backblow system |
Double valves coordinate for continuous material conveying |
|
Work Efficiency |
8-15 tons/hour |
3-8 tons/hour |
Production capacity increased by over 60% compared to single-valve models |
|
Energy Consumption |
1.2kW·h/ton |
1.8kW·h/ton |
Unit energy consumption reduced by 30%, more energy-efficient |
|
Sealing Performance |
Double PTFE seals (leakage rate <0.01%) |
Single seal (leakage rate 0.1%) |
Sealing performance improved by 10 times, better dust control |
|
Material Adaptability |
Suitable for high-value oxidizable materials (e.g., lithium battery cathode materials) |
Suitable for conventional/sticky materials (e.g., laboratory powders) |
Double-valve design better protects characteristics of sensitive materials |
|
Typical Applications |
Pharmaceutical continuous production lines, lithium battery material conveying, food sterile workshops |
Laboratory small-batch feeding, small workshop intermittent production |
Precisely matched to capacity and material value requirements |
What scenarios are the Double disc valve vacuum feeder mainly used in?
Double disc valve vacuum feeder has outstanding performance in scenarios with strict requirements on material conveying accuracy, cleanliness and safety due to its advantages such as continuous conveying, dust-free environmental protection and high reliability. The core application areas are as follows.

High-clean conveying in the pharmaceutical industry: The double disc valve vacuum feeder is specially designed for APIs, tablet particles and sterile powders. It avoids cross contamination through fully enclosed conveying and complies with GMP aseptic specifications. Its gentle conveying mode can prevent the stratification and crushing of special dosage forms such as sustained-release microcapsules.
Food industry hygiene guarantee: For food raw materials such as milk powder and flour, the equipment uses 316L stainless steel mirror polishing (Ra≤0.6μm) to eliminate the risk of foreign matter mixing.
Chemical explosion-proof safety solution: Equipped with ATEX explosion-proof certification and nitrogen inerting system, the copper alloy grounding device effectively eliminates static electricity and is designed for hazardous materials such as aluminum powder and dyes.
Precision processing of new energy materials: PVDF lining ultra-pure material is used to avoid metal contamination, and a humidity control system with an integrated dew point of ≤-40℃ is used. The breakage rate of brittle materials such as graphene is lower than the industry standard.
Special breakthrough in sticky materials: For easy-to-adhere materials such as carbon black and white carbon black, innovative research and development of pipeline vibrator + Teflon coating combination technology, combined with large-angle elbow anti-accumulation design, continuous 300 hours of non-blocking operation in the gas phase production line is achieved, which is 50% more efficient than traditional equipment.
Laboratory R&D customized system: 5-50L micro-machine models are provided, equipped with transparent observation windows and ±0.1g precision weighing modules, and multi-program memory functions support complex process verification of new drug development.
When should we choose to use a double disc valve vacuum feeder?
The key scenarios for choosing a double disc valve vacuum feeder are mainly concentrated in production links with high requirements for conveying efficiency, material protection, sealing and automation.

Oxidizable/flammable and explosive materials: Such materials are extremely sensitive to oxygen and are at risk of oxidation deterioration or dust explosion. The double disc valve vacuum feeder completely isolates oxygen contact with the rapid switching of the double valves and full vacuum conveying.
High-purity/easy-to-contaminate materials: The double disc valve feeder adopts double PTFE seals and 316L stainless steel to eliminate impurity contamination from the source; the pulse backflush system regularly cleans the filter element to effectively prevent cross contamination.
Materials with poor fluidity or easy to agglomerate: Materials such as glass fiber mixtures and ultrafine nanoparticles are prone to blocking problems, affecting production continuity. The double disc valve equipment uses gravity to optimize material discharge through the 15°-30° oblique mouth design of the lower disc valve and the conical silo.
Multi-station centralized feeding system: scenarios such as simultaneous feeding of multiple reactors in chemical workshops and feeding of multiple machines for plastic granulation require extremely high feeding accuracy and efficiency. The double disc valve feeder relies on the PLC intelligent control system to accurately distribute materials to 3-5 stations at the same time.

Aseptic/dust-free production environment: In the transportation of injection APIs, baked food aseptic workshops and semiconductor materials, cleanliness is the core indicator. With an ultra-low leakage rate of <0.01%, the double disc valve feeder can easily meet the ISO Class 5 clean room standard with a HEPA-grade 0.3μm filter.
24-hour continuous operation scenario: For industries that require long-term continuous operation, such as cement grinding stations and feed processing plants, energy consumption costs are the key consideration. The unit energy consumption of the double disc valve feeder is only 1.2kW・h/ton, which is 30% lower than that of the single disc valve.
What is the price of a double disc valve vacuum feeder?
The price of double disc valve vacuum feeder varies significantly due to many factors, such as degree of automation, conveying capacity, body material, parts quality, brand influence and after-sales service. The price is much higher than that of ordinary manual operation due to the complex control system and high R&D cost of high degree of automation and automatic loading, unloading and cleaning. The price of equipment with strong conveying capacity and fast speed is higher than that of small equipment because it meets the needs of large-scale material processing. The use of stainless steel, especially 304 or 316L stainless steel, has good corrosion resistance and wear resistance, can prevent material contamination, and the price is higher than that of ordinary carbon steel. Leave a message in the background to get the latest price list!

As a high-speed, stable and intelligent material conveying equipment, the double butterfly valve vacuum feeder plays an important role in modern industrial production. Its unique design and excellent performance make it the preferred equipment in many fields such as pharmaceuticals, food, chemicals, and battery materials.



